सेमीकंडक्टर मॅन्युफॅक्चरिंगमध्ये, सब्सट्रेट किंवा सब्सट्रेटवर तयार झालेल्या पातळ फिल्मच्या प्रक्रियेदरम्यान "एचिंग" नावाचे एक तंत्र आहे. इंटेलचे संस्थापक गॉर्डन मूर यांनी 1965 मध्ये "ट्रान्झिस्टरची एकात्मता घनता 1.5 ते 2 वर्षांत दुप्पट होईल" (सामान्यतः "मूरचा नियम" म्हणून ओळखले जाते) हे भाकीत साकारण्यात एचिंग तंत्रज्ञानाच्या विकासाने भूमिका बजावली आहे.
एचिंग ही जमा करणे किंवा बाँडिंग सारखी "ॲडिटिव्ह" प्रक्रिया नाही तर एक "वजाबाकी" प्रक्रिया आहे. याव्यतिरिक्त, वेगवेगळ्या स्क्रॅपिंग पद्धतींनुसार, ते "ओले कोरीव काम" आणि "ड्राय एचिंग" या दोन श्रेणींमध्ये विभागले गेले आहे. सोप्या भाषेत सांगायचे तर, आधी वितळण्याची पद्धत आहे आणि नंतरची खोदण्याची पद्धत आहे.
या लेखात, आम्ही प्रत्येक नक्षीकाम तंत्रज्ञानाची वैशिष्ट्ये आणि फरक, ओले कोरीव आणि कोरडे कोरीवकाम, तसेच प्रत्येकासाठी योग्य असलेल्या अनुप्रयोग क्षेत्रांचे थोडक्यात वर्णन करू.
खोदकाम प्रक्रियेचे विहंगावलोकन
ईचिंग तंत्रज्ञानाचा उगम युरोपमध्ये १५व्या शतकाच्या मध्यात झाल्याचे म्हटले जाते. त्या वेळी, उघड्या तांब्याला गंजण्यासाठी कोरलेल्या तांब्याच्या प्लेटमध्ये ऍसिड ओतले जात असे, ज्यामुळे एक इंटॅग्लिओ तयार होते. क्षरणाच्या परिणामांचे शोषण करणाऱ्या पृष्ठभागावरील उपचार तंत्रांना "एचिंग" म्हणून ओळखले जाते.
सेमीकंडक्टर मॅन्युफॅक्चरिंगमध्ये एचिंग प्रक्रियेचा उद्देश ड्रॉइंगनुसार सब्सट्रेटवर सब्सट्रेट किंवा फिल्म कट करणे आहे. चित्रपट निर्मिती, फोटोलिथोग्राफी आणि एचिंगच्या तयारीच्या चरणांची पुनरावृत्ती करून, प्लॅनर स्ट्रक्चरची प्रक्रिया त्रि-आयामी संरचनेत केली जाते.
ओले खोदकाम आणि कोरडे कोरीव काम यातील फरक
फोटोलिथोग्राफी प्रक्रियेनंतर, कोरीव प्रक्रियेत उघडलेला सब्सट्रेट ओला किंवा कोरडा खोदला जातो.
ओले नक्षीकाम पृष्ठभाग खोदण्यासाठी आणि खरवडण्यासाठी द्रावण वापरते. जरी ही पद्धत जलद आणि स्वस्तपणे प्रक्रिया केली जाऊ शकते, परंतु त्याचे नुकसान म्हणजे प्रक्रियेची अचूकता थोडी कमी आहे. म्हणून, ड्राय एचिंगचा जन्म 1970 च्या सुमारास झाला. ड्राय एचिंग सोल्यूशन वापरत नाही, परंतु ते स्क्रॅच करण्यासाठी सब्सट्रेटच्या पृष्ठभागावर मारण्यासाठी गॅस वापरते, जे उच्च प्रक्रियेच्या अचूकतेद्वारे वैशिष्ट्यीकृत आहे.
"आयसोट्रॉपी" आणि "ॲनिसोट्रॉपी"
ओले खोदकाम आणि कोरडे कोरीव काम यातील फरक ओळखताना, आवश्यक शब्द "आयसोट्रॉपिक" आणि "ॲनिसोट्रॉपिक" आहेत. आयसोट्रॉपी म्हणजे पदार्थ आणि अवकाशाचे भौतिक गुणधर्म दिशेनुसार बदलत नाहीत आणि ॲनिसोट्रॉपी म्हणजे पदार्थ आणि अवकाशाचे भौतिक गुणधर्म दिशेनुसार बदलतात.
आयसोट्रॉपिक एचिंग म्हणजे एचिंग एका विशिष्ट बिंदूभोवती समान प्रमाणात पुढे जाते आणि एनिसोट्रॉपिक एचिंग म्हणजे एचिंग एका विशिष्ट बिंदूभोवती वेगवेगळ्या दिशांनी पुढे जाते. उदाहरणार्थ, सेमीकंडक्टर मॅन्युफॅक्चरिंग दरम्यान कोरीव काम करताना, ॲनिसोट्रॉपिक एचिंग बहुतेकदा निवडले जाते जेणेकरून केवळ लक्ष्य दिशा स्क्रॅप केली जाते, इतर दिशानिर्देश अबाधित राहतात.
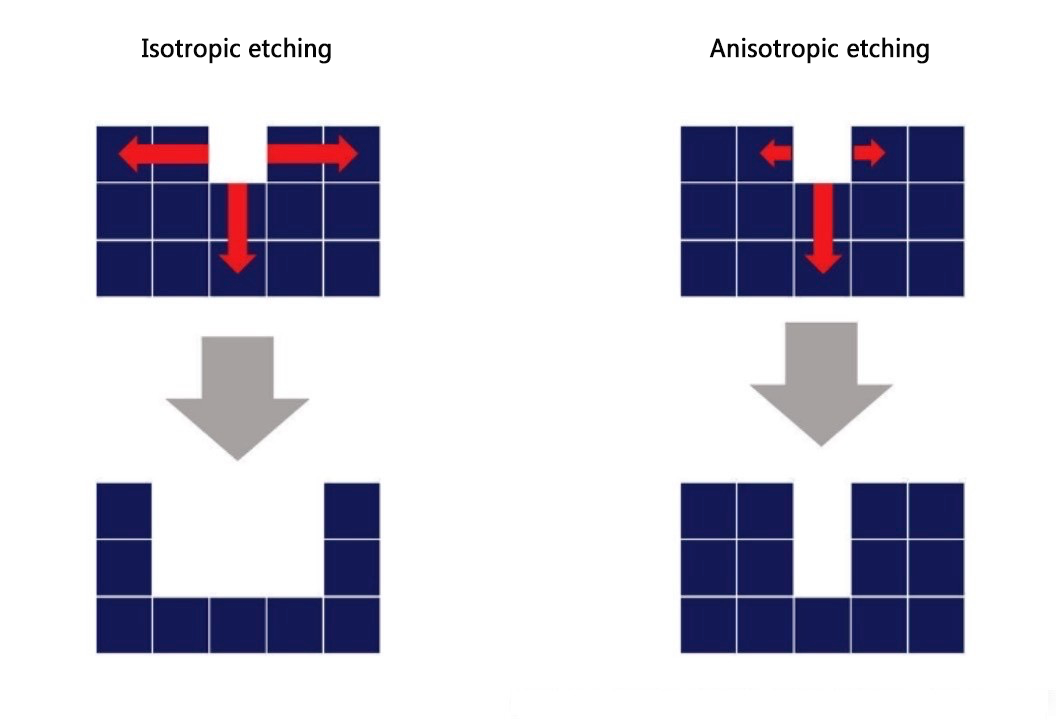 "आयसोट्रॉपिक इच" आणि "ॲनिसोट्रॉपिक इच" च्या प्रतिमा
"आयसोट्रॉपिक इच" आणि "ॲनिसोट्रॉपिक इच" च्या प्रतिमा
रसायनांचा वापर करून ओले खोदकाम.
ओले कोरीव काम रासायनिक आणि सब्सट्रेटमधील रासायनिक अभिक्रियाचा वापर करते. या पद्धतीसह, ॲनिसोट्रॉपिक एचिंग अशक्य नाही, परंतु ते आयसोट्रॉपिक एचिंगपेक्षा खूप कठीण आहे. सोल्यूशन्स आणि सामग्रीच्या संयोजनावर अनेक निर्बंध आहेत आणि सब्सट्रेट तापमान, सोल्यूशन एकाग्रता आणि अतिरिक्त रक्कम यासारख्या परिस्थितींवर कठोरपणे नियंत्रण असणे आवश्यक आहे.
परिस्थिती कितीही बारीकपणे समायोजित केली असली तरीही, ओले कोरीवकाम 1 μm खाली बारीक प्रक्रिया करणे कठीण आहे. याचे एक कारण म्हणजे साइड इचिंग नियंत्रित करणे आवश्यक आहे.
अंडरकटिंग ही एक घटना आहे ज्याला अंडरकटिंग देखील म्हणतात. ओले खोदकाम करून सामग्री केवळ उभ्या दिशेने (खोली दिशेने) विरघळली जाईल अशी आशा असली तरीही, द्रावणास बाजूंना आदळण्यापासून पूर्णपणे प्रतिबंधित करणे अशक्य आहे, त्यामुळे समांतर दिशेने सामग्रीचे विरघळणे अपरिहार्यपणे पुढे जाईल. . या घटनेमुळे, ओले खोदकाम यादृच्छिकपणे लक्ष्याच्या रुंदीपेक्षा अरुंद असलेले विभाग तयार करते. अशा प्रकारे, अचूक वर्तमान नियंत्रण आवश्यक असलेल्या उत्पादनांवर प्रक्रिया करताना, पुनरुत्पादनक्षमता कमी असते आणि अचूकता अविश्वसनीय असते.
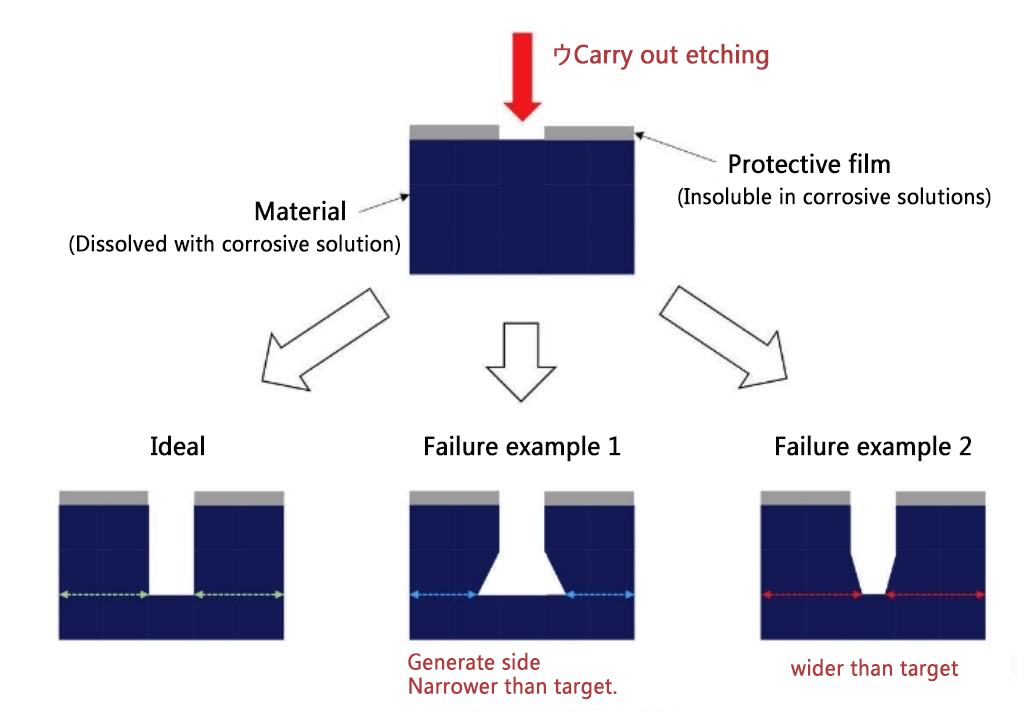 ओले खोदकाम मध्ये संभाव्य अपयशांची उदाहरणे
ओले खोदकाम मध्ये संभाव्य अपयशांची उदाहरणे
मायक्रोमशिनिंगसाठी ड्राय एचिंग का योग्य आहे
ॲनिसोट्रॉपिक एचिंगसाठी योग्य असलेल्या संबंधित आर्ट ड्राय एचिंगचे वर्णन सेमीकंडक्टर उत्पादन प्रक्रियेमध्ये वापरले जाते ज्यासाठी उच्च-परिशुद्धता प्रक्रिया आवश्यक असते. ड्राय एचिंगला सहसा रिॲक्टिव्ह आयन एचिंग (RIE) असे संबोधले जाते, ज्यामध्ये प्लाझ्मा एचिंग आणि स्पटर एचिंगचा व्यापक अर्थाने समावेश असू शकतो, परंतु हा लेख RIE वर लक्ष केंद्रित करेल.
कोरड्या कोरीव कामासह ॲनिसोट्रॉपिक एचिंग का सोपे आहे हे स्पष्ट करण्यासाठी, चला RIE प्रक्रियेकडे जवळून पाहू. कोरड्या कोरीव कामाची प्रक्रिया आणि सब्सट्रेट स्क्रॅप करून दोन प्रकारांमध्ये विभागून समजून घेणे सोपे आहे: “रासायनिक नक्षी” आणि “भौतिक नक्षी”.
रासायनिक नक्षीकाम तीन टप्प्यांत होते. प्रथम, प्रतिक्रियाशील वायू पृष्ठभागावर शोषले जातात. अभिक्रिया उत्पादने नंतर प्रतिक्रिया वायू आणि सब्सट्रेट सामग्रीपासून तयार होतात आणि शेवटी प्रतिक्रिया उत्पादने desorbed आहेत. त्यानंतरच्या फिजिकल एचिंगमध्ये, सब्सट्रेटला आर्गॉन गॅस अनुलंबपणे लागू करून सब्सट्रेट अनुलंब खालच्या दिशेने कोरले जाते.
रासायनिक कोरीव काम समस्थानिक पद्धतीने होते, तर भौतिक कोरीव काम वायूच्या वापराची दिशा नियंत्रित करून ॲनिसोट्रॉपिक पद्धतीने होऊ शकते. या भौतिक कोरीव कामामुळे, कोरडे कोरीव काम ओले कोरीवकामापेक्षा नक्षीच्या दिशेवर अधिक नियंत्रण ठेवू देते.
कोरड्या आणि ओल्या खोदकामासाठी देखील ओल्या कोरीवकाम सारख्याच कठोर परिस्थितीची आवश्यकता असते, परंतु त्यात ओले कोरीवकामापेक्षा जास्त पुनरुत्पादनक्षमता असते आणि त्यावर नियंत्रण ठेवण्यास सुलभ अनेक वस्तू असतात. त्यामुळे औद्योगिक उत्पादनासाठी कोरडे खोदकाम अधिक अनुकूल आहे यात शंका नाही.
ओले नक्षी अद्याप आवश्यक का आहे
एकदा आपण वरवर सर्वशक्तिमान कोरडे कोरीव काम समजून घेतल्यावर, आपल्याला आश्चर्य वाटेल की ओले कोरीव काम अद्याप अस्तित्वात का आहे. तथापि, कारण सोपे आहे: ओले कोरीव काम उत्पादन स्वस्त करते.
ड्राय एचिंग आणि ओले एचिंगमधील मुख्य फरक म्हणजे किंमत. ओल्या खोदकामात वापरलेली रसायने तितकी महाग नसतात आणि उपकरणांची किंमत ही कोरड्या कोरीव कामाच्या उपकरणाच्या 1/10 इतकी असते. याव्यतिरिक्त, प्रक्रियेची वेळ कमी आहे आणि एकाच वेळी अनेक सब्सट्रेट्सवर प्रक्रिया केली जाऊ शकते, ज्यामुळे उत्पादन खर्च कमी होतो. परिणामी, आम्ही आमच्या प्रतिस्पर्ध्यांपेक्षा आम्हाला फायदा देऊन उत्पादनाची किंमत कमी ठेवू शकतो. प्रक्रियेच्या अचूकतेसाठी आवश्यकता जास्त नसल्यास, बर्याच कंपन्या उग्र मोठ्या प्रमाणात उत्पादनासाठी ओले नक्षी निवडतील.
एचिंग प्रक्रिया ही एक प्रक्रिया म्हणून सादर केली गेली जी मायक्रोफेब्रिकेशन तंत्रज्ञानामध्ये भूमिका बजावते. खोदकाम प्रक्रिया ढोबळपणे ओले कोरीव आणि कोरडे कोरीव कामात विभागली जाते. जर किंमत महत्वाची असेल तर, आधीचे चांगले आहे आणि जर 1 μm पेक्षा कमी मायक्रोप्रोसेसिंग आवश्यक असेल तर नंतरचे चांगले आहे. तद्वतच, कोणते उत्पादन अधिक चांगले आहे यापेक्षा उत्पादित केले जाणारे उत्पादन आणि किंमत यावर आधारित प्रक्रिया निवडली जाऊ शकते.
पोस्ट वेळ: एप्रिल-16-2024